|
Патентная документация ЕАПВ |
|
||
| Запрос: | ea000013145b*\id |
|
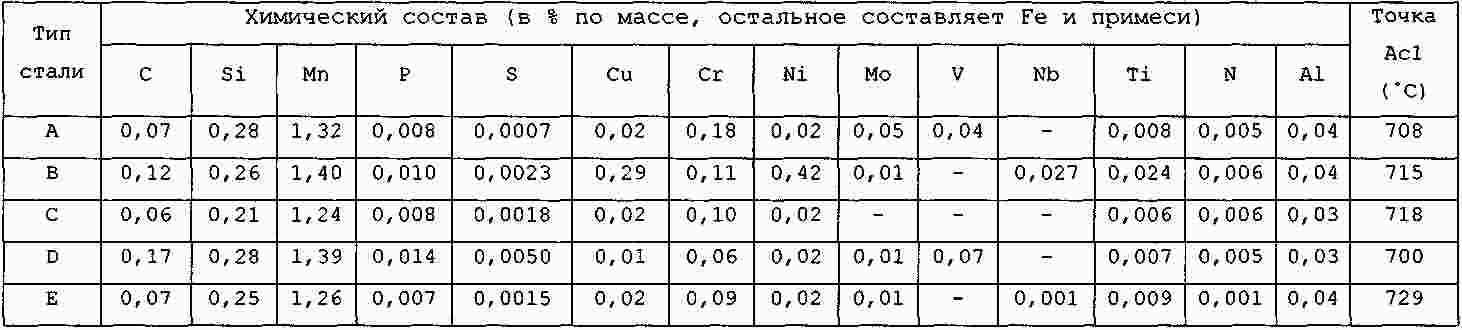
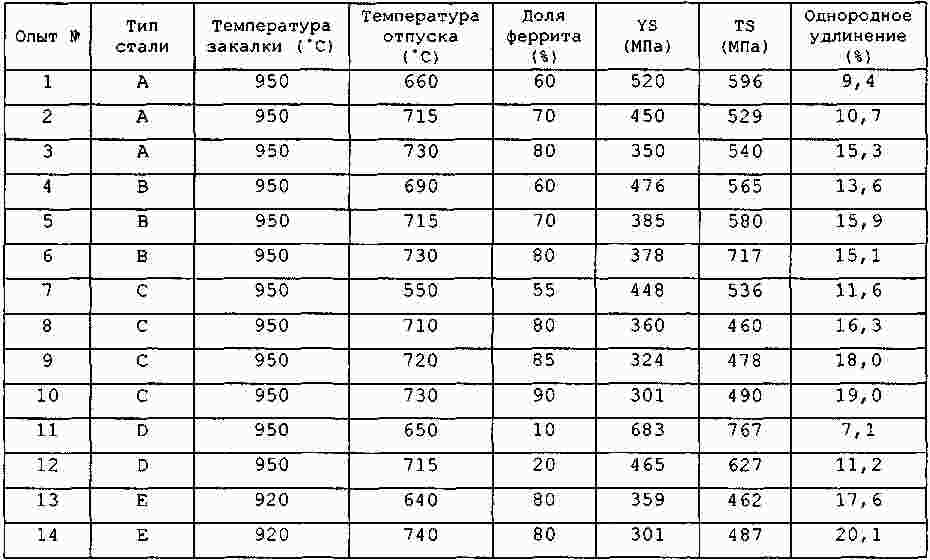
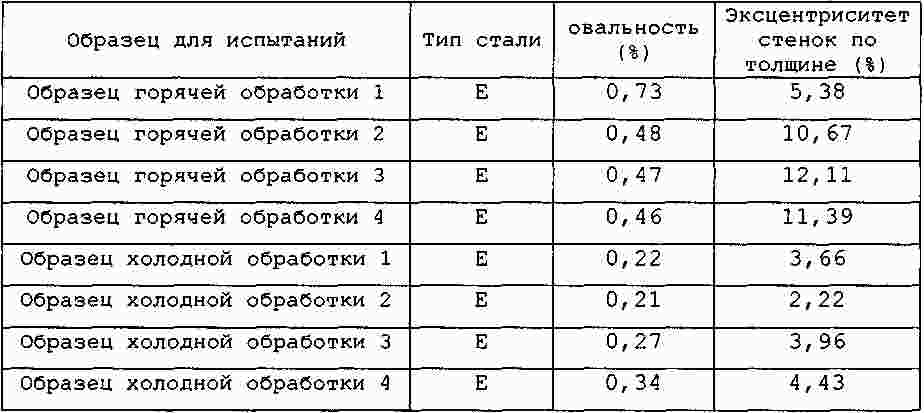
Термины запроса в документе Реферат Труба нефтяного сортамента для развальцовки согласно изобретению развальцовывается в скважине. Труба нефтяного сортамента для развальцовки в скважине имеет состав, включающий, мас.%: от 0,05 до 0,08% С, самое большее 0,50% Si, от 0,80 до 1,30% Mn, самое большее 0,030% Р, самое большее 0,020% S, от 0,08 до 0,50% Cr, самое большее 0,01% N, от 0,005 до 0,06% Al, самое большее 0,05% Ti, самое большее 0,50% Cu и самое большее 0,50% Ni, а остальное составляет Fe и примеси, и структуру, имеющую долю феррита по меньшей мере 80%. Труба нефтяного сортамента для развальцовки в скважине имеет предел текучести в интервале от 276 до 379 МПа и однородное удлинение по меньшей мере 16%. Поэтому труба нефтяного сортамента согласно изобретению обладает высокой способностью к развальцовке. Формула [0001] Труба нефтяного сортамента для развальцовки в скважине, имеющая состав, включающий, мас.%:от 0,05 до 0,08% С, не более 0,50% Si, от 0,80 до 1,30% Mn, не более 0,030% Р, не более 0,020% S, от 0,08 до 0,50% Cr, не более 0,01% N, от 0,005 до 0,06% А1, не более 0,05% Ti, не более 0,50% Cu и не более 0,50% Ni, а остаток составляет Fe и примеси, структуру, содержащую долю феррита по меньшей мере 80%, предел текучести в интервале от 276 до 379 МПа и однородное удлинение по меньшей мере 16%. [0002] Труба нефтяного сортамента для развальцовки в скважине по п.1, где указанный состав содержит дополнительно один или несколько элементов, выбранных из группы, включающей не более 0,10% Мо, не более 0,10% V, не более 0,040% Nb, не более 0,005% Са и не более 0,01% элемента из группы редких металлов. [0003] Труба нефтяного сортамента для развальцовки в скважине по п.1 или 2, имеющая однородное удлинение по меньшей мере 18%. [0004] Труба нефтяного сортамента для развальцовки в скважине по п.3, являющаяся закаленной, а затем отпущенной при температуре отпуска, по меньшей мере, равной точке Ac1. [0005] Труба нефтяного сортамента для развальцовки в скважине по любому из пп.1-4, дополнительно имеющая овальность не более 0,7% и эксцентриситет стенки по толщине не более 6,0%. [0006] Труба нефтяного сортамента для развальцовки в скважине по п.5, подвергнутая холодной обработке, а затем закалке и отпуску. [0007] Способ получения трубы нефтяного сортамента для развальцовки в скважине, включающий этапы, на которых [0008] Способ получения трубы нефтяного сортамента по п.7, в котором в состав названной полой оболочки входит дополнительно один или несколько элементов, выбранных из группы, включающей не более 0,10% Мо, не более 0,10% V, не более 0,040% Nb, не более 0,005% Са и не более 0,01% элемента из группы редких металлов. [0009] Способ получения трубы нефтяного сортамента по п.7 или 8, в котором на названной стадии закалки и отпуска названную закаленную полую оболочку отпускают при температуре отпуска, по меньшей мере, равной точке Ac1, так что однородное удлинение названной трубы нефтяного сортамента для развальцовки в скважине составляет по меньшей мере 18%. [0010] Способ получения трубы нефтяного сортамента по любому из пп.7-9, дополнительно включающий этап холодной обработки названной полученной полой оболочки, так что овальность названной трубы нефтяного сортамента для развальцовки в скважине составляет не более 0,7%, а эксцентриситет стенки по толщине составляет не более 6,0%, причем на названной стадии закалки и отпуска происходит закалка и отпуск названной полой оболочки. Полный текст патента Область техники, к которой относится изобретение Настоящее изобретение относится к трубам нефтяного сортамента и способу их производства и, в частности, к трубам нефтяного сортамента, развальцовываемых в скважине, и к способу их производства. При сооружении скважины (нефтяной скважины или газовой скважины), из которой добывают нефть или газ, в ствол скважины спускают множество труб нефтяного сортамента. Традиционный метод сооружения скважины состоит в следующем. Скважину бурят на определенную глубину при использовании бурильной колонны, а затем спускают трубу нефтяного сортамента. Затем вновь бурят скважину и спускают трубу, имеющую меньший наружный диаметр, чем внутренний диаметр ранее спущенной трубы. Таким образом, согласно традиционному методу сооружения скважины, наружные диаметры спускаемых труб последовательно уменьшаются по мере бурения скважины вглубь. Иначе говоря, по мере углубления нефтяной скважины внутренние диаметры труб в верхней части скважины (вблизи поверхности земли) увеличиваются. Как результат этого, увеличивается площадь бурения, которая резко увеличивает стоимость бурения. Новый метод снижения площади бурения и таким образом снижения стоимости бурения раскрыт в патенте Японии 7-507610 и описании к международной публикации WO 98/00626. Метод, предложенный в данных документах, заключается в следующем. В скважину спускают обсадную трубу, имеющую наружный диаметр меньше, чем внутренний диаметр обсадной трубы, спущенной в скважину. Обсадную трубу спускают глубже дальше уже установленной обсадной трубы, а затем развальцовывают так, что ее внутренний диаметр сравнивается с внутренним диаметром ранее спущенной обсадной трубы. Вкратце, обсадную трубу развальцовывают внутри скважины. Поэтому даже если нефтяная скважина глубокая, нет необходимости размещать обсадные трубы, имеющие большие диаметры, в верхней части скважины, что снижает площадь бурения и количество стальных труб, по сравнению с традиционным методом сооружения скважины. Проведены различные исследования, касающиеся труб нефтяного сортамента, предназначенных для использования в описанном выше методе сооружения скважины (далее по тексту «трубы нефтяного сортамента для развальцовки »). Описания международных публикаций № WO 2004/001076 и WO 2005/080621 и патент Японии 2002-349177 А направлены на предотвращение снижения сопротивления раздавливанию после развальцовки, которые раскрывают трубы нефтяного сортамента для развальцовки. Патент Японии 2002-266055 А направлен на улучшение коррозионной стойкости и раскрывает трубы нефтяного сортамента. Трубы нефтяного сортамента развальцовывают в скважине, и поэтому они должны обладать способностью к равномерной деформируемости при развальцовке (далее по тексту называемую «способностью трубы к развальцовке »). Для того чтобы получить высокую способность трубы к развальцовке, необходимо обеспечить деформируемость без локального сжатия в процессе обработки, другими словами, однородное удлинение, которое можно оценить испытанием на растяжение, должно быть высоким. В данном документе термин «однородное удлинение » означает искажение точности поперечного сечения образца для испытаний (%) в точке максимальной нагрузки в ходе испытания при растяжении. Особенно в области раструба, где обсадные трубы вертикально размещаются друг на друга внахлест, степень развальцовки трубы является максимальной. При рассмотрении степени развальцовки в области раструба однородное удлинение трубы нефтяного сортамента для развальцовки предпочтительно составляет не менее чем 16%. Патенты Японии 2002-129283 А и 2005-146414 А направлены на улучшение способности трубы к развальцовке и раскрывают трубы нефтяного сортамента для развальцовки. В существе патента Японии 2002-129283 А труба нефтяного сортамента является ни закаленной, ни отпущенной, и структура стали включает от 5 до 70% по объему фазы феррита и фаз низкотемпературной трансформации, таких как фаза мартенсита и фаза бейнита. Таким образом достигается высокая способность к развальцовке для трубы нефтяного сортамента. Однако если отношение фаз низкотемпературной трансформации, таких как фаза мартенсита и фаза бейнита, в структуре велико, то не удастся достичь высокого однородного удлинения. Трубы нефтяного сортамента, раскрытые в патенте Японии 2005-146414 А, подвергают хорошо известному процессу закалки и хорошо известному процессу отпуска при температуре меньшей, чем температура Ac1, что приводит к высокой способности трубы к развальцовке для отношения напряжения при пределе текучести к пределу прочности самое большее 0,85, согласно существу изобретения. Однако, как было установлено в результате исследований, в некоторых случаях однородное удлинение 16% или больше не достигается для труб нефтяного сортамента, раскрытых в патенте Японии 2005-146414 А. Более того, трубы нефтяного сортамента, раскрытые в патенте Японии 2005-146414 А, содержат по меньшей мере 1,45% Мn, согласно описанию варианта осуществления изобретения. Такой состав с высоким содержанием Мn может ухудшить ударную вязкость. Температура отпуска для композиции с высоким содержанием Мn высокая, и поэтому могут возникнуть такие недостатки, как обезуглероживание и износ стенок печи. Как раскрыто в патенте Японии 2002-349177 А, трубы нефтяного сортамента для развальцовки предпочтительно имеют высокое сопротивление раздавливанию под действием наружного давления, т.е. высокое сопротивление разрушению. На сопротивление разрушению труб нефтяного сортамента влияет овальность и эксцентриситет стенок по толщине. Для того чтобы получить высокое сопротивление разрушению, предпочтительно, чтобы отклонение по толщине для труб нефтяного сортамента было снижено, так чтобы эксцентриситет стенок по толщине был уменьшен, а поперечное сечение приближалось к правильному кругу, уменьшая тем самым овальность. Задачей настоящего изобретения является разработка труб нефтяного сортамента для развальцовки, обладающих высокой способностью к развальцовке. В частности, оно относится к трубам нефтяного сортамента для развальцовки, обладающим однородным удлинением по меньшей мере 16%. Авторы изобретения провели различные исследования и в результате установили, что для того, чтобы получить высокое однородное удлинение для труб нефтяного сортамента для развальцовки, особенно такое высокое однородное удлинение, как 16% или больше, должны выполняться следующие требования (1) и (2). (1) Доля феррита в структуре металла составляет по меньшей мере 80%. Фаза феррита является мягкой, и поэтому увеличение доли феррита в структуре металла позволяет достичь высокого однородного удлинения. (2) Предел текучести доводят до величины в интервале от 276 до 379 МПа. Таким образом достигается необходимая прочность труб нефтяного сортамента и, как результат этого, высокое однородное удлинение. Авторы изобретения также установили, что однородное удлинение по меньшей мере 18% для труб нефтяного сортамента для развальцовки может быть получено при выполнении следующего требования (3), помимо требований (1) и (2), описанных выше. (3) Осуществляют закалку и отпуск, и температура закалки составляет не менее, чем точка Ac1. Здесь процесс отпуска протекает по следующим стадиям. Температуру труб нефтяного сортамента для развальцовки после закалки повышают до температуры отпуска, равной или превышающей точку Ac1. После повышения температуры трубу выдерживают в течение заданного промежутка времени. После выдержки трубу нефтяного сортамента для развальцовки охлаждают воздухом. В ходе обработки достигается высокое однородное удлинение 18% или выше. Хотя причина не вполне ясна, но вероятно вследствие того, что когда температуру отпуска устанавливают, по меньшей мере, такой высокой, как точка Ac1, фаза аустенита осаждается в ходе выдержки, и кристаллические зерна в стали соответственно измельчаются. Авторы изобретения также обнаружили, что если полую оболочку подвергнуть холодной обработке перед закалкой и отпуском, то можно снизить овальность и эксцентриситет стенок по толщине труб нефтяного сортамента для развальцовки при сохранении описанного выше однородного удлинения, и следовательно можно улучшить сопротивление разрушению труб нефтяного сортамента для развальцовки. Изобретение разработано на основании вышеуказанных обнаруженных фактов и изобретение можно сформулировать следующим образом. Трубы нефтяного сортамента согласно изобретению развальцовывают в скважине. Трубы нефтяного сортамента для развальцовки имеют состав, включающий, мас.%: от 0,05 до 0,08 С, самое большее 0,50 Si, от 0,80 до 1,30 Mn, самое большее 0,030 Р, самое большее 0,020 S, от 0,08 до 0,50 Cr, самое большее 0,01 N, от 0,005 до 0,06 Аl, самое большее 0,05 Ti, самое большее 0,50 Cu и самое большее 0,50 Ni, а остальное составляет Fe и примеси, а структура включает долю феррита по меньшей мере 80%. Трубы нефтяного сортамента имеют предел текучести в интервале от 276 до 379 МПа и однородное удлинение по меньшей мере 16%. Здесь доля феррита обозначает долю площади феррита. Химический состав труб нефтяного сортамента для развальцовки согласно изобретению может содержать, вместо части Fe, один или несколько элементов, выбранных из группы, включающей самое большее 0,10% Мо, самое большее 0,10% V, самое большее 0,040% Nb, самое большее 0,005% Са и самое большее 0,01% редкого металла (REM). Трубы нефтяного сортамента для развальцовки предпочтительно имеют однородное удлинение по меньшей мере 18%. Трубы нефтяного сортамента для развальцовки предпочтительно закаливают, а затем отпускают при температуре отпуска, по меньшей мере, равной точке Ac1 (при так называемой температуре двухфазной области). Предпочтительно овальность труб нефтяного сортамента для развальцовки согласно изобретению составляет самое большее 0,7%, а эксцентриситет стенок по толщине составляет самое большее 6,0%. Таким образом улучшают сопротивление разрушению труб нефтяного сортамента для развальцовки. Трубы нефтяного сортамента для развальцовки предпочтительно подвергают холодной обработке, а затем закаливают и отпускают. Здесь холодную обработку проводят, например, обжатием в холодном состоянии. Таким образом, при сохранении однородного удлинения по меньшей мере 16% овальность труб нефтяного сортамента для развальцовки составляет по меньшей мере 0,7%, а эксцентриситет стенок по толщине составляет самое большее 6,0%. Способ производства труб нефтяного сортамента для развальцовки согласно изобретению включает стадии получения полой оболочки, имеющей химический состав, включающий, мас.%: от 0,05 до 0,08 С, самое большее 0,50 Si, от 0,80 до 1,30 Mn, самое большее 0,030 Р, самое большее 0,020 S, от 0,08 до 0,50 Cr, самое большее 0,01 N, от 0,005 до 0,06 Al, самое большее 0,05 Ti, самое большее 0,50 Са и самое большее 0,50 Ni, и остальное составляет Fe и примеси, и закалки и отпуска полученной полой оболочки и изготовление из полой оболочки трубы нефтяного сортамента для развальцовки, имеющей долю феррита, по меньшей мере, 80%, прочность от 276 до 379 МПа и однородное удлинение по меньшей мере 16%. Следует отметить, что химический состав полой оболочки может включать вместо части Fe по меньшей мере один из вышеперечисленных необязательных элементов (Mo, V, Nb, Са и REM). Предпочтительно на стадии закалки и отпуска закаленную полую оболочку отпускают при температуре отпуска, по меньшей мере равной точке Ac1, так что однородное удлинение трубы нефтяного сортамента для развальцовки составляет по меньшей мере 18%. Предпочтительно способ производства труб нефтяного сортамента для развальцовки согласно изобретению дополнительно включает стадию холодной обработки полученной полой оболочки, так что овальность трубы нефтяного сортамента для развальцовки составляет самое большее 0,7%, а эксцентриситет стенок по толщине составляет самое большее 6,0%. На стадии закалки и отпуска подвергнутую холодной обработке полую оболочку закаливают и отпускают. На чертеже представлен график, показывающий зависимость между овальностью и эксцентриситетом стенок по толщине для труб нефтяного сортамента, полученных согласно примеру 2. Далее будут подробно описаны варианты осуществления изобретения. Трубы нефтяного сортамента согласно изобретению имеют следующий химический состав и структуру металла. Далее по тексту выраженные в «% » элементы относятся к «% по массе ». 1. Химический состав С: от 0,05 до 0,06%. Углерод (С) улучшает прочность стали. Если содержание С составляет меньше 0,05%, то предел текучести, необходимый для целей изобретения, не может быть достигнут. С другой стороны, если содержание С превышает 0,08%, однородное удлинение снижается. Поэтому содержание С лежит в интервале от 0,05 до 0,08%. Si: 0,50% или меньше Кремний (Si) раскисляет сталь, а также поднимает сопротивление размягчению при отпуске с улучшением прочности стали. Однако если содержание Si превышает 0,50%, ухудшается способность стали к горячей обработке. Поэтому содержание Si составляет 0,50% или меньше. Для того чтобы более эффективно реализовать вышеназванный эффект, содержание Si предпочтительно должно составлять не менее 0,1%. Однако если содержание Si составляет менее 0,1%, вышеописанный эффект проявляется частично. Mn: от 0,80 до 1,30% Марганец (Mn) улучшает способность стали к закалке и улучшает прочность стали. Если содержание Mn составляет менее 0,80%, предел текучести, необходимый для осуществления изобретения, не достигается. С другой стороны, если содержание Mn превышает 1,30%, сегрегация в стали увеличивается и падает ударная вязкость стали. Поэтому содержание Mn составляет от 0,80 до 1,30%, предпочтительно от 1,20 до 1,30%. Р: 0,030% или меньше Фосфор (Р) является примесью и снижает ударную вязкость стали, так как он собирается на границе раздела зерен. Поэтому содержание Р предпочтительно составляет как можно меньшую величину. Поэтому содержание Р составляет не более чем 0,030%. Предпочтительное содержание Р составляет 0,015%. S: 0,020% или меньше Сера (S) является примесью и соединяется с Mn или Са с образованием включений. Образованные включения удлиняются в процессе горячей обработки и снижают ударную вязкость стали. Поэтому содержание S предпочтительно составляет как можно меньшую величину. Поэтому содержание S составляет не более чем 0,020%, предпочтительно не более чем 0,0050%. Al: от 0,005 до 0,06% Алюминий (Al) раскисляет сталь. Если содержание Al составляет меньше чем 0,005%, уменьшается чистота стали вследствие недостаточного раскисления, и таким образом снижается ударная вязкость стали. С другой стороны, если содержание Al превышает 0,06%, ударная вязкость стали также снижается. Поэтому содержание Al составляет от 0,005 до 0,06%, предпочтительно от 0,02 до 0,06%. Следует обратить внимание, что в данном документе содержание Al относится к растворимому в кислоте алюминию (раст. Al). N: 0,01% или меньше Азот (N) является примесью и соединяется с Al, Ti, или Nb с образованием нитрида. Если большое количество AlN или TiN выпадет в осадок, то снизится ударная вязкость стали. Поэтому содержание N предпочтительно составляет как можно меньшую величину. Поэтому содержание N составляет не более чем 0,01%. Cr: от 0,08 до 0,50% Хром (Cr) улучшает способность стали к закалке и Cr также улучшает сопротивление коррозии под действием диоксида углерода. Если содержание Cr составляет меньше чем 0,08%, то снижается сопротивление коррозии под действием диоксида углерода. С другой стороны, если содержание Cr увеличивается, то более легко образуются грубые карбиды, и поэтому верхний предел содержания Cr составляет 0,50%. Поэтому содержание Cr составляет от 0,08 до 0,50%, предпочтительно от 0,08 до 0,35%, более предпочтительно от 0,08 до 0,25%. Ti: 0,05% или меньше Титан (Ti) соединяется с N с образованием TiN и ограничивает укрупнение кристаллических зерен в интервале высоких температур. Однако если содержание Ti превышает 0,05%, Ti соединяется с С с образованием TiC, который снижает ударную вязкость стали. Поэтому содержание Ti составляет 0,05% или меньше. Следует обратить внимание, что эффект ограничения укрупнения кристаллических зерен достигается частично, если содержание Ti составляет примерно 0,001%, что составляет примерно уровень содержания примеси, тогда как эффект более ясно проявляется, если содержание Ti превышает 0,005%. Cu: 0,50% или меньше Медь (Cu) улучшает прочность стали упрочнением сплава. Избыточное содержание Cu, однако, делает сталь хрупкой. Если содержание Cu превышает 0,50%, то сталь становится заметно хрупкой. Поэтому содержание Cu составляет 0,50% или меньше. Если содержание Cu составляет не менее 0,01%, то вышеописанный эффект улучшения прочности стали четко прослеживается. Ni: 0,50% или меньше Никель (Ni) улучшает ударную вязкость стали и ограничивает охрупчивание стали в случае совместного присутствия его с Cu. Однако если содержание Ni превышает 0,50%, эффект достигает насыщения. Поэтому содержание Ni составляет 0,50% или меньше. Описанный выше эффект четко проявляется, если содержание Ni составляет не менее чем 0,01%. Следует обратить внимание, что остальная часть химической композиции состоит из Fe и примесей. Трубы нефтяного сортамента для развальцовки согласно изобретению содержат Мо вместо части Fe, если это необходимо. Mo: 0,10% или меньше Молибден (Mo) является необязательным дополнительным элементом и Мо улучшает закаливаемость и повышает прочность стали. Молибден также ограничивает охрупчивание, вызываемое Р или т.п. Однако избыточное содержание Мо вызывает образование грубого карбида. Поэтому содержание Мо составляет не более чем 0,10%. Содержание Мо предпочтительно составляет 0,05% для сохранения вышеупомянутого эффекта. Однако, если содержание Мо составляет меньше чем 0,05%, вышерассмотренный эффект может быть реализован частично. Трубы нефтяного сортамента для развальцовки согласно изобретению дополнительно содержат один или несколько элементов, выбранных из группы, включающей Nb и V вместо части Fe, если это необходимо. Nb: 0,040% или меньше V: 0,10% или меньше Ниобий (Nb) и ванадий (V) оба являются необязательными дополнительными элементами. Оба данных элемента улучшают прочность стали. В частности, Nb образует карбонитрид и V образует карбид с улучшением прочности стали. Однако избыточное содержание Nb вызывает сегрегацию и образование удлиненных частиц. Избыточное содержание V снижает ударную вязкость стали. Поэтому содержание Nb составляет не больше чем 0,040%, а содержание V составляет не больше чем 0,10%. Для того, чтобы эффективно реализовать рассмотренный выше эффект, содержание Nb предпочтительно должно составлять не менее чем 0,001%, а содержание V предпочтительно должно составлять не меньше чем 0,02%. Однако следует отметить, что если содержания составляют меньше чем нижние пределы, описанный выше эффект может быть достигнут только частично. Трубы нефтяного сортамента для развальцовки согласно изобретению содержат один или несколько элементов, выбранных из группы, включающей Са и элемент группы редких металлов (REM) вместо части Fe, если это необходимо. Са: 0,005% или меньше REM: 0,01% или меньше Кальций (Са) и REM оба являются необязательными дополнительными элементами. Кальций и REM влияют на регулирование формы сульфида и соответственно улучшают ударную вязкость стали. Однако если содержание Са превышает 0,005% или содержание REM превышает 0,01%, образуется большое количество включений. Поэтому содержание Са составляет не больше чем 0,005%, а содержание REM составляет не больше чем 0,01%. Содержание Са предпочтительно составляет не менее чем 0,001%, а содержание REM предпочтительно составляет не меньше чем 0,001%, чтобы эффективным образом обеспечить получение рассмотренного выше эффекта. Однако если содержание Са и содержание REM составляют меньше, чем низшие пределы, указанные выше, эффект может быть достигнут только частично. 2. Структура металла Доля феррита в структуре металла составляет не менее 80%. В данном документе "доля феррита" означает долю площади феррита, измеренную следующим методом. Из произвольного места трубы нефтяного сортамента для развальцовки вырезают образец для испытаний. Образец подвергают механической шлифовке, и отшлифованный образец протравливают в 4% спиртовом растворе пикрата. Протравленную поверхность образца осматривают под оптическим микроскопом и измеряют долю феррита методом игольчатого щупа согласно ASTM E562. Следует обратить внимание, что в структуре металла часть, отличная от фазы феррита, включает фазу низкотемпературной трансформации. Фаза низкотемпературной трансформации включает один или несколько бейнит, мартенсит и перлит. Считается, что в трубах нефтяного сортамента для развальцовки согласно изобретению мягкая фаза феррита занимает большую процентную долю в структуре металла и поэтому можно достигнуть по меньшей мере 16% однородного удлинения. Если доля феррита составляет меньше чем 80%, увеличивается доля фазы низкотемпературной трансформации, и поэтому однородное удлинение составляет меньше 16%. 3. Предел прочности при растяжении Предел текучести стали лежит в интервале величин от 276 до 379 МПа. В настоящем документе предел текучести относится к максимальному напряжению при растяжении 0,2% согласно стандарту ASTM. Если предел текучести превышает 379 МПа, однородное удлинение становится меньше 16%. С другой стороны, если предел текучести составляет меньше 276 МПа, то прочности, необходимой для труб нефтяного сортамента, нельзя получить. Поэтому предел текучести лежит в интервале величин от 276 до 379 МПа. 4. Овальность и эксцентриситет стенок по толщине Предпочтительно в трубах нефтяного сортамента согласно изобретению овальность составляет больше чем 0,7%, а эксцентриситет стенок по толщине составляет не больше 6,0%. Овальность определяется следующим уравнением (1): В настоящем документе максимальный наружный диаметр Dmax, минимальный наружный диаметр Dmin и средний наружный диаметр Dave измеряют, например, следующим методом. По произвольному поперечному сечению трубы нефтяного сортамента для развальцовки измеряют наружный диаметр одного круга с интервалами 22,5 °. Таким образом проводят замеры 16 (=360 °/22,5 °) наружных диаметров. Из измеренных 16 наружных диаметров максимальный наружный диаметр определяют как Dmax, а минимальный диаметр как Dmin. Средний из измеренных 16 наружных диаметров определяют как средний Dave. Эксцентриситет стенок по толщине определяют по следующему уравнению (2): В настоящем документе максимальная толщина стенки Tmax, минимальная толщина стенки Tmin и средняя толщина стенки Tave измерены, например, следующим методом. В произвольном месте поперечного сечения трубы нефтяного сортамента для развальцовки измеряют толщину с интервалами 11,25 °. Таким образом проводят замеры 32 (360 °/11,25 °) значений толщины. Из измеренных 32 значений толщины максимальную толщину определяют как Tmax, a минимальную толщину определяют как Tmin. Среднее значение из измеренных 32 значений толщины определяют как Tave. Как будет рассмотрено, полую оболочку после горячей обработки подвергают холодной обработке перед закалкой и отпуском и получают трубу нефтяного сортамента для развальцовки, имеющую овальность 0,7% или меньше и эксцентриситет стенок по толщине 6,0% или меньше. Данные трубы нефтяного сортамента для развальцовки обладают высокой геометрической однородностью. Поэтому труба имеет высокое сопротивление разрушению и высокое сопротивление раздавливанию. Более предпочтительно овальность составляет не более 0,5%, а эксцентриситет стенок по толщине составляет не более 5,0%. Следует обратить внимание, что в вышеуказанном примере производят 16 замеров наружного диаметра и 32 замера толщины, но поскольку одну и ту же окружность делят на равные восемь или более наружных диаметров и толщину измеряют в каждой точке деления, то количество точек для измерения конкретно не ограничивается. 5. Способ производства Далее будет рассмотрен способ производства труб нефтяного сортамента для развальцовки согласно изобретению. Расплавленную сталь, имеющую вышеуказанный химический состав, отливают и формуют в заготовки. Полученную заготовку перерабатывают в полую оболочку (процесс изготовления полой оболочки). В процессе изготовления полой оболочки полую оболочку получают методом горячей обработки. В частности, в заготовке пробивают отверстие и прокатывают в полую оболочку. В альтернативном варианте заготовка может быть формована в полую оболочку методом горячей экструзии. Полученную полую заготовку подвергают закалке и отпуску и формуют из нее трубу нефтяного сортамента для развальцовки согласно изобретению (процесс закалки и отпуска). Температура закалки представляет собой хорошо известную температуру (по меньшей мере, точка Ас3). С другой стороны, температура отпуска предпочтительно составляет не менее чем точка Ac1. Конкретный процесс предпочтительного отпуска заключается в следующем. Температуру полой оболочки после закалки поднимают до температуры отпуска, равной или превышающей точку Ac1. После повышения температуры полую оболочку выдерживают в течение заданного времени (например, примерно на 30 мин для полой оболочки, имеющей толщину 12,5 мм) при температуре отпуска. После выдержки полую оболочку охлаждают воздухом. Если температура отпуска составляет не менее чем точка Ac1, однородное удлинение достигает 18% или больше. Хотя причина этого точно не известна, но вероятно это происходит вследствие того, что в ходе выдержки фаза аустенита осаждается, когда температура отпуска установлена в точке Ac1 или выше, при которой происходит упорядочивание кристаллических зерен в стали, так что однородное удлинение достигает 18% или больше. Верхний предел для температуры отпуска предпочтительно равен точке Ас3. Если температура отпуска превышает точку Ас3, снижается прочность труб нефтяного сортамента для развальцовки. Поэтому предпочтительная температура отпуска составляет, по меньшей мере, точку Ac1 и меньше, чем точка Ас3. Следует обратить внимание, что если температура отпуска составляет меньше чем точка Ac1, может быть достигнуто однородное удлинение по меньшей мере 16%, поскольку доля феррита составляет 80% или больше, а предел текучести составляет от 276 до 379 МПа. Точки Ac1 и Ас3 могут быть получены методом формасторного испытания. При формасторном испытании измеряют тепловое расширение образца на устройстве для измерения точки превращения (формастор), и точки превращения (Ac1 и Ас3) определяют на основе измеренного теплового расширения. Предпочтительно после процесса изготовления полой оболочки и перед процессом закалки и отпуска проводят холодную обработку. В процессе холодной обработки полученную полую оболочку подвергают холодной обработке. Холодной обработкой является, например, снижение диаметра при холодной обработке и, в частности, ее осуществляют холодной вытяжкой или холодным прокатом при использовании пилигримового прокатного стана. Более предпочтительно холодную обработку осуществляют холодной вытяжкой. Овальность труб нефтяного сортамента для развальцовки становится равной 0,7% или меньше, а эксцентриситет стенок по толщине становится равным 6,0% или меньше после холодной обработки. Следует отметить, что перед процессом холодной обработки полую оболочку можно подвергнуть тепловой обработке, такой как закалка и отпуск. Трубы нефтяного сортамента для развальцовки, полученные описанным выше способом, представляют собой бесшовные стальные трубы, тогда как трубы нефтяного сортамента для развальцовки согласно изобретению могут представлять собой сварные трубы, такие как сварные трубы, сваренные методом сопротивления. Однако следует отметить, что сваренная труба может иметь недостаток, связанный с ее сопротивлением коррозии в месте сварки, и поэтому трубы нефтяного сортамента для развальцовки согласно изобретению предпочтительно представляют собой бесшовные стальные трубы. Пример 1. Получили множество круглых заготовок, имеющих химический состав, показанный в табл. 1. Касательно табл. 1, химические составы стали типа С и стали типа Е находились в пределах, определенных изобретением. Содержание Mn в стали типа А превышает верхний предел, определенный изобретением. Содержание С и содержание Mn в стали типа В превышают верхние пределы, определенные изобретением. Что касается стали типа D, то содержание С, содержание Mn и содержание Cr было вне интервалов, определенных изобретением. Из каждой круглой заготовки вырезали образец для испытаний, и на данных образцах проводили испытания на формасторе и получали точку Ас ( °С) для каждого типа стали. Полученные величины точек Ас представлены в табл. 1. Множество круглых заготовок, полученных из стали каждого типа от А до Е, нагревали в нагревательных печах. Нагретые круглые заготовки продавливали и прокатывали с получением множества бесшовных труб (полых оболочек). Номинальный наружный диаметр каждой бесшовной трубы составлял 203,2 мм и номинальная толщина стенок составляла 12,7 мм. Полученные бесшовные стальные трубы подвергали закалке и отпуску при температуре закалки ( °С) и температуре отпуска ( °С) в табл. 2 и получали трубы нефтяного сортамента для развальцовки. Период выдержки составлял 30 мин в процессе отпуска. Круглые заготовки в опытах № № 13 и 14 в табл. 2 подвергали продавливанию и прокату и получали множество бесшовных труб, каждая с номинальным наружным диаметром 219,1 мм и номинальной толщиной стенок 14,5 мм. Затем полученные бесшовные трубы подвергали холодной вытяжке со снижением площади поперечного сечения 18,4% и получали из них бесшовные стальные трубы с номинальным наружным диаметром 203,2 мм и номинальной толщиной стенок 12,7 мм каждая. Снижение площади поперечного сечения определяли по следующему уравнению (3). Снижение площади поперечного сечения (%) = (площадь поперечного сечения бесшовной стальной трубы до холодной вытяжки - площадь поперечного сечения бесшовной стальной трубы после холодной вытяжки)/(площадь поперечного сечения бесшовной стальной трубы перед холодной вытяжкой) × 100 ... (3). Кроме того, бесшовные стальные трубы после холодной вытяжки подвергали закалке и отпуску. Доли феррита в трубах нефтяного сортамента опытов № № 1-14, представленные в табл. 2, получали следующим образом. Из труб нефтяного сортамента вырезали образцы для испытаний. Образцы для испытаний механически шлифовали, и отшлифованные образцы протравливали в 4% спиртовом растворе пикрата. Поверхности протравленных образцов осматривали под оптическим микроскопом (500Х). В этот момент осматриваемая площадь поверхности составляла примерно 36000 мкм 2 . Долю феррита (5) получали в наблюдаемой области. Долю феррита получали методом игольчатого щупа по ASTM E562. Полученные величины доли феррита (%) представлены в табл. 2. Образцы для испытаний на растяжение вырезали из труб нефтяного сортамента для развальцовки для опытов № № 1-14 и проводили на них испытания на растяжение. В частности, круглый образец, имеющий наружный диаметр 6,35 мм и длину параллельной части 25,4 мм, вырезали из каждой трубы нефтяного сортамента для развальцовки. Круглые образцы подвергали испытанию на растяжение при комнатной температуре. Значения предела текучести (МПа), полученные в испытаниях на растяжение, даны в столбце "YS" табл. 2, значения предела прочности при растяжении (МПа) даны в столбце "TS" табл. 2, значения однородного удлинения (%) даны в столбце "равномерное удлинение" в табл. 1. Сопротивление смещению 0,2% согласно стандарту ASTM определяли как предел текучести (YS). Искажение каждого образца для испытаний при максимальной нагрузке в испытаниях на растяжение определяли как однородное удлинение (%). Касательно табл. 2, для труб нефтяного сортамента в опытах № № 8-10 и 13 и 14 химические составы, структуры металлов (доли феррита) и пределы текучести все находились в пределах, определенных изобретением, и их однородное удлинение составляло не менее 16%. Кроме того, что касается труб нефтяного сортамента в опытах под номерами 9, 10 и 14, то температуры отпуска составляли не менее чем точка Ac1, а величины однородного удлинения составляли не менее чем 18%. Образец в опыте под № 13 имел овальность 0,22%, а эксцентриситет стенок по толщине 3,66%. Образец в опыте № 14 имел овальность 0,21% и эксцентриситет стенок по толщине 2,22%. В частности, значения овальностей образцов в опытах № № 13 и 14 составляли не больше чем 0,7%, и их эксцентриситет стенок по толщине составлял не более чем 6,0%. Следует обратить внимание, что овальность и эксцентриситеты стенок по толщине были получены методом, описанным выше в главе 4. С другой стороны, трубы нефтяного сортамента в опытах № № 1-3 имели содержание Mn, превышающее верхний предел, определенный изобретением, и значения однородного удлинения составляли менее чем 16%. Трубы нефтяного сортамента в опыте № 3, в частности, имели структуру металла и предел текучести в интервалах, определенных изобретением, но содержание Mn в химическом составе не соответствовало данному интервалу, и поэтому однородное удлинение составляло меньше 16%. Трубы нефтяного сортамента в опытах № № 4-6 и 11 и 12, каждая имели химический состав вне интервала, определенного изобретением, и поэтому значения их однородного удлинения составляли меньше 16%. Трубы нефтяного сортамента в опыте № 7 имели химический состав в пределах, определенных изобретением, но доля феррита в них и предел текучести лежали за пределами интервалов, определенных изобретением. Поэтому однородное удлинение составляло меньше 16%. Пример 2. Изготовили множество труб нефтяного сортамента для развальцовки и измерили овальность и эксцентриситеты стенок по толщине полученных труб. В частности, изготовили восемь круглых заготовок, имеющих химический состав стали типа Е в табл. 1. Четыре из восьми круглых заготовок подвергли горячему продавливанию и прокату и изготовили из них бесшовные стальные трубы с номинальным наружным диаметром 203,2 мм и номинальной толщиной стенок 12,7 мм каждая. Полученные бесшовные стальные трубы закаливали при температуре закалки 950 °С. После закалки трубы отпускали при температуре отпуска 650 °С и получали трубы нефтяного сортамента для развальцовки. Далее по тексту данные четыре нефтяные трубы для развальцовки будут называть как образцы горячей обработки 1-4. Одновременно изготавливали из четырех других круглых заготовок трубы нефтяного сортамента для развальцовки следующим способом. Заготовки подвергали горячему продавливанию и прокату и получали из них бесшовные стальные трубы с номинальным наружным диаметром 219,1 мм и номинальной толщиной стенок 14,5 мм. Затем полученные бесшовные стальные трубы подвергали холодной вытяжке со снижением площади поперечного сечения на 18,4% и получали бесшовные стальные трубы с номинальным наружным диаметром 203,2 мм и номинальной толщиной стенок 12,7 мм. После холодной вытяжки трубы закаливали при температуре закалки 920 °С, затем отпускали при температуре отпуска от 640 до 740 °С, и получали трубы нефтяного сортамента для развальцовки, далее по тексту данные трубы нефтяного сортамента для развальцовки будут называться как образцы холодной обработки 1-4. Образцы горячей обработки 1-4 и образцы холодной обработки 1-4 использовали для измерения в них долей феррита, пределов текучести и однородного удлинения, как и в примере 1. В результате установили, что образцы горячей обработки и образцы холодной обработки все имели долю феррита по меньшей мере 80% и предел текучести от 276 до 379 МПа. Величины их однородного удлинения для всех составляли 16% или больше. Образцы горячей обработки 1-4 и образцы холодной обработки 1-4 также использовали для измерения их овальности и эксцентриситетов стенок по толщине. В частности, измеряли 16 наружных диаметров методом, описанным в главе 4, и получали значения максимального наружного диаметра Dmax, минимального наружного диаметра Dmin и среднего наружного диаметра Dave. Значения овальности получали по уравнению (1). Измеряли тридцать два значения толщины стенки методом, описанным в главе 4, и получали значения максимальной толщины стенки Tmax, минимальной толщины стенки Tmin и средней толщины стенки Tave. Значения эксцентриситетов стенок по толщине получали по уравнению (2). Результаты исследования даны в табл. 3 и на фиг. 1. На фиг. 1 Касательно табл. 3 и фиг. 1 овальность образцов холодной обработки 1-4 была меньше, чем образцов горячей обработки 1-4 и не превышала 0,7%. Эксцентриситеты стенок по толщине образцов холодной обработки 1-4 были меньше, чем образцов горячей обработки 1-4 и не превышали 6,0%. Хотя варианты осуществления настоящего изобретения рассмотрены и пояснены подробно, следует ясно понимать, что это сделано только для пояснения и примера того, как осуществлять изобретение, и не предназначено ограничивать объем притязаний изобретения. Изобретение может быть воплощено различными модифицированными формами без отклонения от существа и объема притязаний изобретения. Трубы нефтяного сортамента для развальцовки согласно изобретению широко применимы как трубы нефтяного сортамента и особенно рекомендованы для применения как трубы нефтяного сортамента, развальцовываемые в скважине. |